職人の技術と地球の恵みが生んだ今治のタオル
江戸時代の元禄時代に和手ぬぐいが普及し一大綿織物産地となった大阪の泉州に1870年代にイギリスからタオルが輸入され一部の富裕層に広まっていきます。日本でのタオル生産がはじまるのは1880年代に大阪ではじまり、1890年代に今治でも大阪から織機を輸入し生産がはじまります。
二つの産地では異なる製法がとられ大阪では後晒し製法と呼ばれるタオル形状に織ってから漂白洗浄をする方法、今治では先晒し製法と呼ばれるタオル形状になる前の糸の状態で漂白洗浄をする方法が開発されます。
今治のタオル産業と地形・岩石との関係 高縄半島の軟水
後晒し製法の方が製造時の糊などの不純物を漂白・洗浄時に洗い落とせるので吸水性や白い清潔感、柔らかい肌触りが出しやすいのが特徴です。
それに対して先晒し製法の方が製造時の不純物のコントロールが難しい(検品の手間がよりかかる)代わりに、糸の性質のコントロールの利点があり、色染めや織形状・パイル形状の繊細なデザインを行いやすいのが特徴となっています。
今治が先晒し製法という独自の方法を確立できた要因として、高縄半島がもっている山と海の近さが生み出す蒼社川水系のイオン含有量/ミネラル分の少ない=糸や薬品・塗料への影響が少ない地下水の存在があると言われています。
ミネラル含有量の違い
これはいわゆる出汁やお茶の抽出の際に言われる軟水(ミネラル分の少ない水)・硬水(ミネラル分の多い水)の違いと同じです。
出汁やお茶やコーヒーが硬水の場合にミネラル分と旨味成分やお茶やコーヒーの成分が結合してしまって出汁やお茶・コーヒー本来の成分が損なわれてしまうように、染色や洗浄の場合もこのミネラル分と染色成分や洗浄成分が結合してしまって、染まりが悪くなったり、沈殿物が出やすくなったりします。
和食とフランス料理の違いや、西日本と東日本で混布出汁の薄口とかつお節の濃口で出汁の文化が異なるのはこの軟水・硬水の違いの影響も受けており、水の硬度(含まれるミネラル分)の違いはその地域の地質や地形の違いが影響します。
まず勾配の違いが大きく影響をします。
愛媛に来たことがある人は理解できると思いますが、海岸線のわずかな平野部に固まって街や集落があってすぐ後ろに山が迫っている、というのが基本的です。
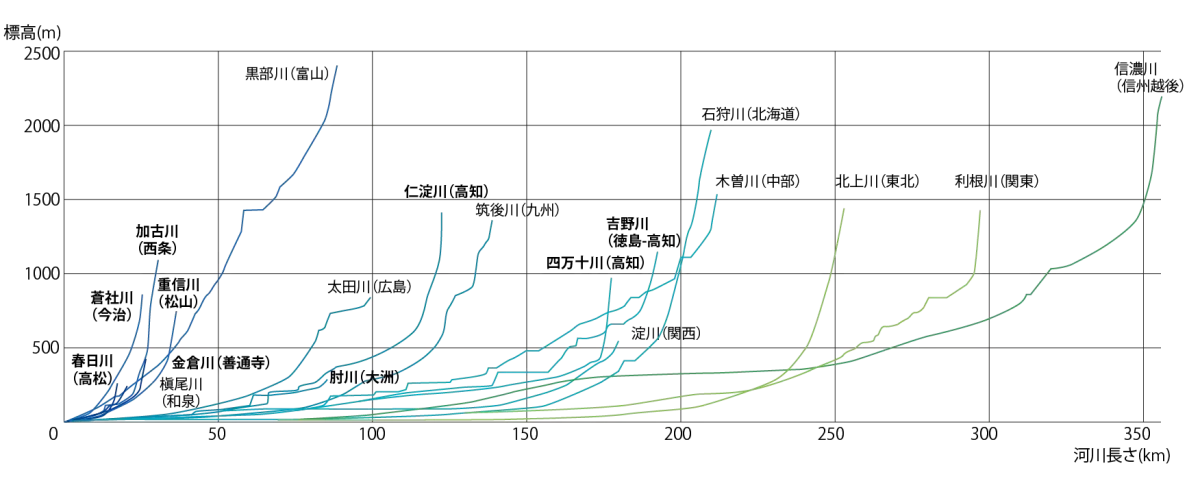
ヨーロッパと比べると日本の急峻な山岳地形は河川勾配の比較で一目瞭然ですが、そのなかでも四国は短く急こう配が多く、肱川は例外的で(それでも全国的に見れば急ですが)、愛媛の河川はこの傾向が強いように思います。高縄半島はこの傾向がさらに強く、今治の蒼社川は標高1000mを20㎞程度の距離で下っていきます。富山の北アルプスの黒部川よりも急こう配です。
勾配がきついとそれだけ流速が速くなるので、水と大地との接触時間が短くなり、土壌からのミネラルの溶出が少なくなります。



次が地質です。高縄半島をはじめ瀬戸内海沿岸の多くの基岩は花崗岩でできています(石灰岩の島があったり、玄武岩の島があったりするのですべてではないです)。
花崗岩は白砂青松の砂浜のもととなる真砂土をつくりだしている岩石で、地下のマグマがゆっくりと長い時間かけて冷えて固まってできたもので、洗浄の邪魔をするカルシウムやマグネシウムのようなミネラルをあまり含まない組成となっています。
今治はこのように急こう配な地形と安定した構造の地質という強力なタッグで、軟水が多い日本のなかでも、特にミネラル分の少ない河水が生まれています。

(デジタル大阪ミュージアムズ)
これに対して大阪和泉の地質の和泉層群は漣痕と呼ばれる波の化石やアンモナイトなどの化石が多く見つかるところでも有名な海に堆積した砂や泥によって生まれたもので、海に由来する珪藻などのカルシウムやマグネシウムを含みやすい地質層となっています。

同じように海に由来する地層が珪藻やサンゴの死骸が堆積した石灰岩の地質で、ヨーロッパなどのミネラルウォーターの水源に多く見られ、トルコの古くからの木綿・タオル産地であり、パムッカレ(トルコ語で綿の城の意味)の石灰棚があるデニズリもそうです。この軟水・硬水の違いが貿易の障壁にもなります。
柔らかさを売りにした高品質な日本のタオルは日本のような軟水で洗濯すれば柔らかいままですが、ヨーロッパのような高い硬水で洗濯するとミネラルと洗剤成分が反応物である石鹸カスによってパリパリになってしまうそうです。
硬水で洗濯しても柔らかいタオルを実現するには、タオルの糸の形状から見直す必要があるそうです。水の違い一つでそこまでの細部のデザインを変える必要があるとは奥深いです。
コンピューター制御とタオル
住宅の生産においてコンピューター制御によるプレカット(木造の柱梁を工場で先に加工して、現場に納品する)が導入されはじめる1980年代以降は、タオルの世界でもコンピューター制御による製造や生産管理が進んだ時期でした。
これによって温度制御や乾燥、洗浄といった各工程が自動化されていき、省力化と品質の安定性が同時に進みます。こうした内容は後晒し製法のシンプルなデザインを多くつくるタオル製造により大きなメリットをもたらしました。
もう一方でコンピューター制御の利点は多様なものを一つの機械からつくれるというマスカスタマイゼーションの方向です。これは実はコンピューターよりも織物機械の方が先行して発展してきた分野で、ジャガード織機(1801年)のパンチングカードが初期のコンピューターで使われていたパンチカードのもとになっています。
このパンチカードを使って制御していたジャガード織機が1980年代に電気信号制御へと変わり、それまで以上に多様な模様の織物を織りあげることができるようになります。このコンピューター制御の利点を得たのが先晒し製法のタオルでした。多色糸を使って様々な模様に織り上げていくことにはじまり、タオルのパイル(羽毛)の構造の制御までも自動化されてゆくようになっていきます。こうしたパイルの構造が吸水性や柔らかさといった性質に結びついていきます。
ピンバック: 7000万年の時間に触れる東温市山之内のものがたり/ 旧酒樽村プロジェクトリサーチ | Studio colife3
コメントは受け付けていません。